




遊星減速機用DIN6内輪平歯車


製品説明
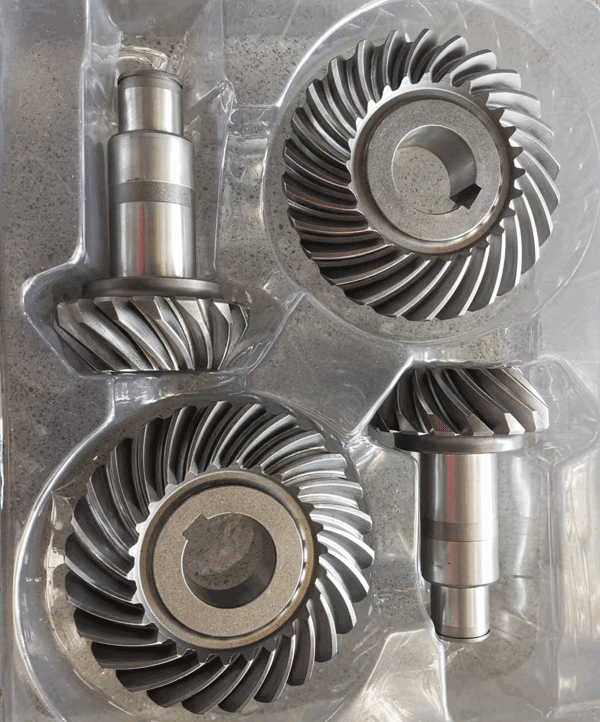
リングギアは通常、加熱して鍛造または鋳造して所望の形状に成形された鋼で作られています。最初の成形工程の後、リングギアは機械加工され、ギアシステムに必要な正確な歯形と直径が得られます。この工程には通常、CNC加工またはホブ盤加工が含まれます。最後に、ギアは熱処理されて強度と耐久性が向上します。リングギアの主な特徴としては、大きなトルクを伝達できること、均等な負荷分散、コンパクトな設計などが挙げられます。また、低速かつ高トルク出力を必要とする用途で役立つ高い減速比も備えています。リングギアは、幅広い産業機械で使用されています。クレーン、掘削機、鉱山機械などの重機、風力タービン、自動車のトランスミッション、その他の高トルクシステム用途で一般的に使用されています。
製造工場
当社は20万平方メートルの生産面積を有し、お客様のご要望にお応えするため、最先端の生産設備と検査設備を備えています。さらに、グリーソン社とホラー社の協力により、ギア製造専用に設計された、中国最大級の5軸マシニングセンター「グリーソンFT16000」を最近導入いたしました。
- 任意のモジュール
- 必要な歯の本数
- 最高精度等級DIN5
- 高効率、高精度
当社は、少量注文のお客様にも、卓越した生産性、柔軟性、そしてコスト効率を提供できることを誇りとしています。お客様のご要望に沿った高品質な製品を、常に確実にお届けすることをお約束いたします。





生産の流れ

原材料

粗切り

旋回

焼き入れと焼き戻し
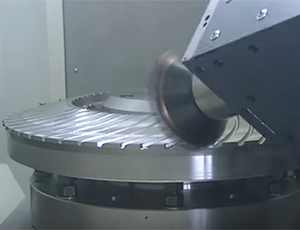
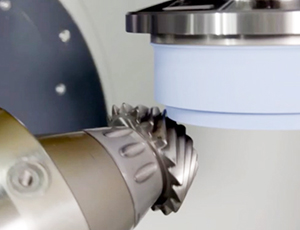
歯車フライス加工
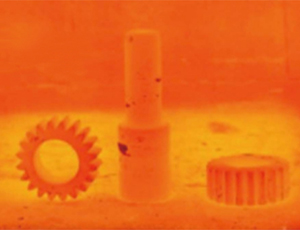
熱処理
歯車研削
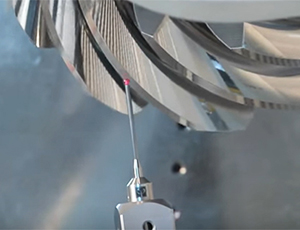
テスト
検査
当社は、ブラウン&シャープ社製測定機、ドイツ・マール社製円筒度計、日本製表面粗さ計など、最新鋭の試験設備に投資しています。熟練した技術者がこれらの技術を駆使し、精密な検査を実施することで、工場から出荷されるすべての製品が最高水準の品質と精度を満たしていることを保証しています。お客様のご期待を常に上回ることをお約束いたします。

報告書
出荷前に、お客様の承認を得るための包括的な品質関連書類をご提供いたします。
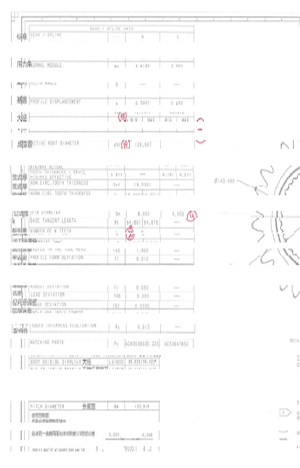
描画
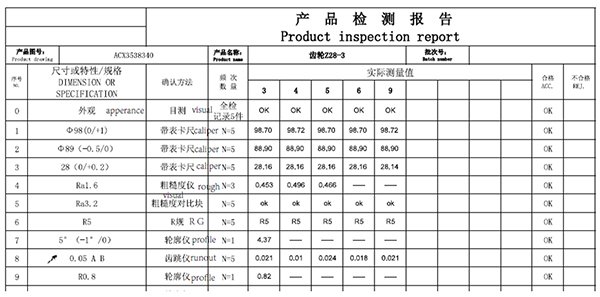
寸法レポート

熱処理レポート

精度レポート
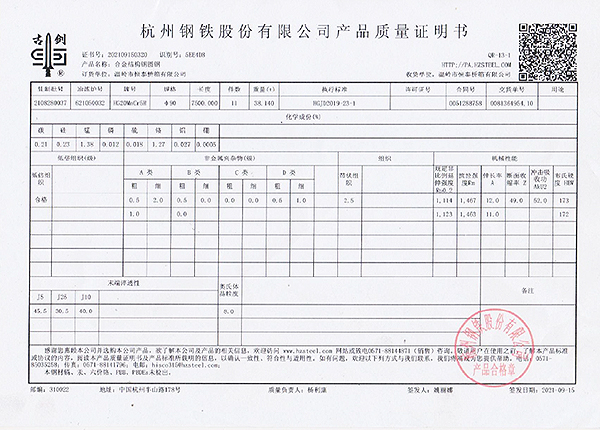
材料レポート
欠陥検出レポート
パッケージ

内装パッケージ
内装パッケージ
カートン

木製パッケージ





